
Con el aumento de la demanda de logística para el comercio electrónico y el transporte de instrumentos de precisión, las bolsas de columna de aire se han convertido en un producto estrella en el sector del embalaje gracias a su excelente amortiguación y protección. Como equipo principal para la producción de bolsas de columna de aire, la línea de producción de máquinas para fabricar bolsas de columna de aire con amortiguación integra todos los procesos de formación de película, inflado y sellado, corte y bobinado.
Este artículo desmontará en detalle la lógica de funcionamiento de esta línea de producción inteligente para usted, ayudará a los compradores a comprender rápidamente los puntos clave del funcionamiento del equipo y lograr el avance de "principiante en puesta en marchad" a "experto en producción".

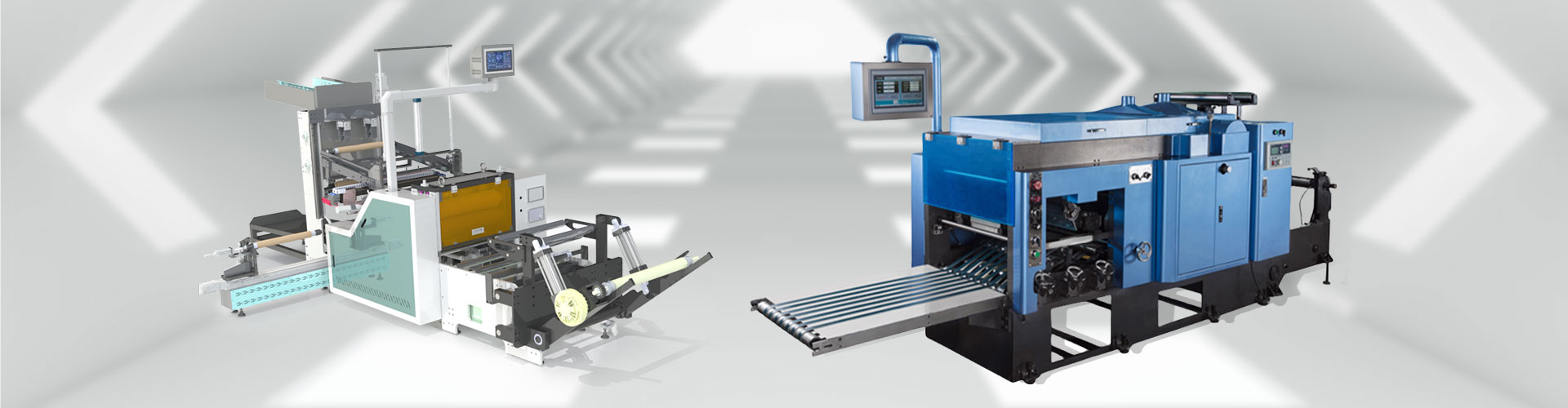
¿En qué consiste la máquina para fabricar bolsas con cojines de columna de aire?
Antes de la operación formal, es necesario establecer una comprensión sistemática de cada módulo de la línea de producción:
*Unidad de fabricación de películas: utilizando tecnología de coextrusión multicapa, las materias primas de PE/PA se extruyen a través del cabezal de la matriz para formar una película cilíndrica.
*Unidad de sellado inflable: equipada con una bomba de aire de alta precisión y un dispositivo de sellado térmico para lograr un inflado sincrónico y un sellado longitudinal.
*Sistema de corte y rebobinado: corta películas anchas en diferentes especificaciones según las necesidades (ancho común 20-100 cm)
*Centro de control inteligente: combinación de PLC + pantalla táctil, puede preestablecer más de 30 parámetros como presión, temperatura, velocidad, etc.
*Sistema de protección de seguridad: incluye mecanismos de triple protección, como botón de parada de emergencia, protección contra sobrecarga y monitoreo de fugas.
Cómo operar elMáquina para fabricar bolsas con cojines de columna de aire¿correctamente?
SPaso 1 Preparación antes de empezar
*Verificar la estabilidad de la fuente de alimentación trifásica (las fluctuaciones de voltaje deben controlarse dentro de ±5%)
*Confirme que la presión de la fuente de aire alcance el valor estándar de 0,6-0,8 MPa.
*Al instalar bobinas de PE, preste atención a distinguir la superficie AB (se recomienda utilizar el método de detección de transmisión de luz)
Paso 2 Parámetros preestablecidos
*Configurar a través de la interfaz hombre-máquina HMI:
*Parámetros de temperatura: área de la matriz 195-210 ℃ área de sellado térmico 150-170 ℃
*Presión de inflado: 0,12-0,25 MPa (ajustada según el espesor de la película)
*Velocidad de producción: Se recomienda establecer la configuración inicial a 15-20 m/min, que puede alcanzar los 35 m/min después de la competencia.
Paso 3 Iniciar la operación de prueba
*Comience paso a paso en el orden de "fabricación de película → penetración de película → inflado → sellado → corte"
Observaciones clave:
*Uniformidad de estiramiento de la película (sin rayas claras ni oscuras durante la transmisión de la luz)
*Plenitud de la columna de aire (el diámetro debe estar dentro del ±2 % del valor preestablecido)
*Planitud de la línea de sellado (probada con un comprobador de pelado ≥3,5 N/15 mm)
Paso 4 Monitoreo de calidad
Inspección de muestreo cada hora:
*Presión de rotura (estándar ≥35 kPa)
*Integridad de sellado (sin burbujas continuas en la prueba de inmersión)
*Tolerancia de dimensión (error de longitud ≤±1,5 %, ancho ≤±1 %)
Paso 5 Manejo anormal
Soluciones a problemas comunes:
| Fenómeno de falla | Posible causa | Solución |
| Burbuja plana | Presión de aire insuficiente/fuga | Verifique el sellado de la ruta de aire y ajuste la válvula de refuerzo |
| agrietamiento del sello | Desplazamiento de temperatura/presión desigual | Calibrar el paralelismo del cabezal de sellado térmico y restablecer la curva de temperatura |
| Arrugas de la película | Desequilibrio de tensión/desplazamiento del rodillo guía | Ajuste la tensión de desenrollado a 15-20 kg y corrija el ángulo del rodillo guía. |
Paso 6 Corte y rebobinado
*Establezca la cantidad de corte según los requisitos del pedido (el número máximo de corte recomendado es ≤8 tiras)
*La tensión de rebobinado se controla entre 8 y 12 kg (si es demasiado grande, provocará la deformación del rollo de película).
*Utilice un medidor electrónico para asegurarse de que el error de longitud de cada rollo sea inferior al 0,3 %.
Paso 7 Mantenimiento de apagado
*Implementar estrictamente el proceso "cooling → apagado → descarga de aguas residuales":
*Reducir la temperatura de cada zona de calentamiento por debajo de los 80°C
*Libere la presión de aire residual después de cortar la alimentación principal.
*Limpie los residuos del cabezal de la matriz (se recomienda utilizar un raspador de cobre)

¿Cómo mejorar eficazmente la eficiencia de la máquina para fabricar bolsas con columna de aire?
Estrategia 1: Pretratamiento de la materia prima
*Las partículas de PE deben secarse a 60 ℃ durante 4 horas en un ambiente con una humedad del 60 %.
*Al agregar entre un 5% y un 8% de materiales reciclados, la temperatura de extrusión debe aumentarse entre 3 y 5 °C.
Estrategia 2: Optimización inteligente de parámetros
*Registrar datos de producción a través del sistema MES y establecer plantillas de parámetros para productos de diferentes especificaciones:
*Bolsas de burbujas pequeñas (Φ15 mm): modo de alta velocidad y baja presión (25 m/min/0,15 MPa)
*Bolsas de columna atmosférica (Φ35 mm): modo de velocidad media y alta presión (18 m/min/0,22 MPa)
Estrategia 3: Mantenimiento preventivo
*Desarrollar un plan de mantenimiento de tres niveles:
*Mantenimiento diario: limpiar los rodillos guía, comprobar las juntas de las tuberías de aire.
*Mantenimiento semanal: calibrar sensores de temperatura, lubricar cadenas de transmisión
*Mantenimiento mensual: reemplazar elementos filtrantes, probar la resistencia de aislamiento del motor.
Línea roja para una operación segura: seis normas que deben seguirse
1. Está estrictamente prohibido tocar las piezas selladas térmicamente durante el funcionamiento con las manos desnudas (temperatura de la superficie ≥150 ℃).
2. Se deben usar guantes de amianto al manipular la acumulación en el cabezal de la matriz.
3. La máquina debe apagarse inmediatamente cuando la fluctuación de voltaje supere el ±10 %.
4. El interruptor de seguridad de la máquina cortadora debe bloquearse al cambiar la herramienta.
5. Verifique diariamente el valor de resistencia de conexión a tierra (≤4Ω)
6. Presione el botón de parada de emergencia inmediatamente cuando haya un sonido anormal repentino o un olor a quemado.
Tras dominar estos puntos de operación, la línea de producción puede alcanzar una capacidad de producción estándar de 8000 a 12000 metros por día. Se recomienda a los nuevos usuarios registrar semanalmente el funcionamiento del equipo durante los primeros tres meses y explorar gradualmente la combinación de parámetros que mejor se adapte a sus necesidades de producción mediante el análisis de indicadores clave como las curvas de fluctuación de temperatura y los datos de consumo energético.
Con una comprensión más profunda de las características del equipo, podrá aprovechar al máximo el potencial de esta línea de producción inteligente y obtener una ventaja competitiva en el campo de la fabricación de bolsas de columna de aire.
